
O Ciclo de Interpolação de Rosca permite usinar roscas a partir de Linhas de Construção e Sólidos (Características). O ciclo suporta opções para roscas simples e cônicas, múltiplas entradas e entrada/saída em arcos. Também podem ser usinadas várias Roscas dentro do mesmo comando.
O ciclo está disponível no ambiente de fresamento e fresamento/torneamento e suporta arcos helicoidais, ciclos fixos e compensação integrada do raio da fresa.
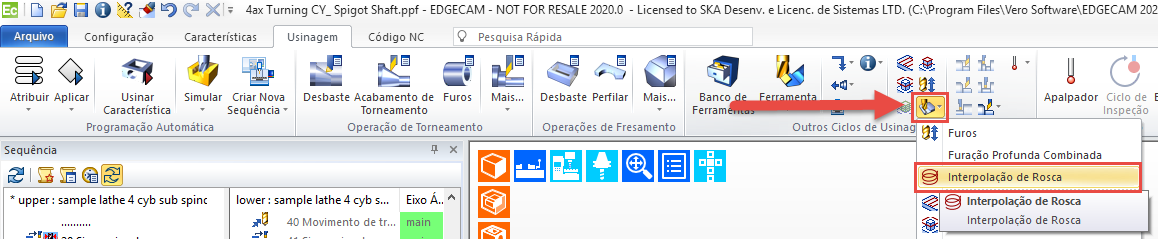
O ciclo de Interpolação de Rosca, encontra-se na aba usinagem e dentro do menu Ciclos de Fresamento.
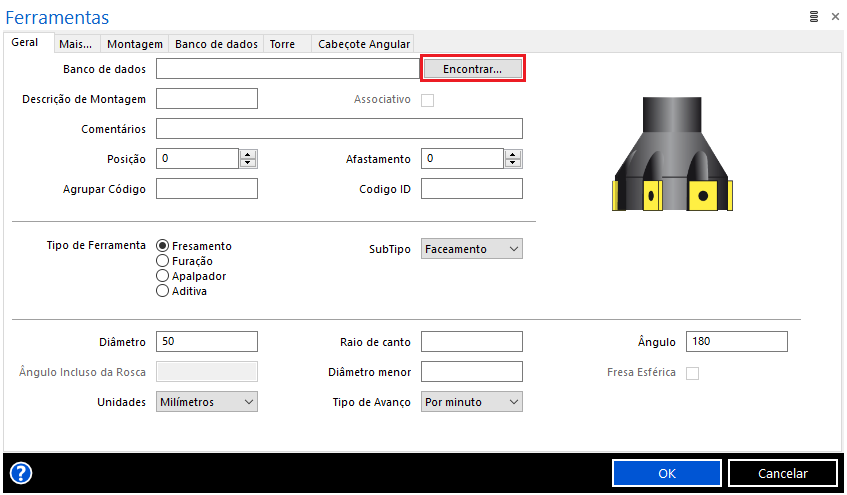
- Selecionar a ferramenta na aba usinagem no ícone Banco de Ferramentas Clicar na opção “Encontrar…”
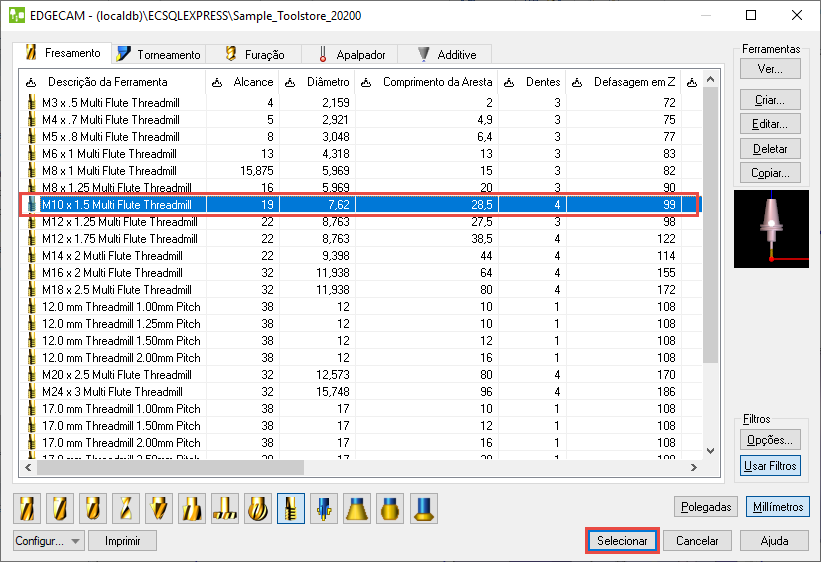
Selecionar a opção de ferramenta “Ferramentas de Roscar”
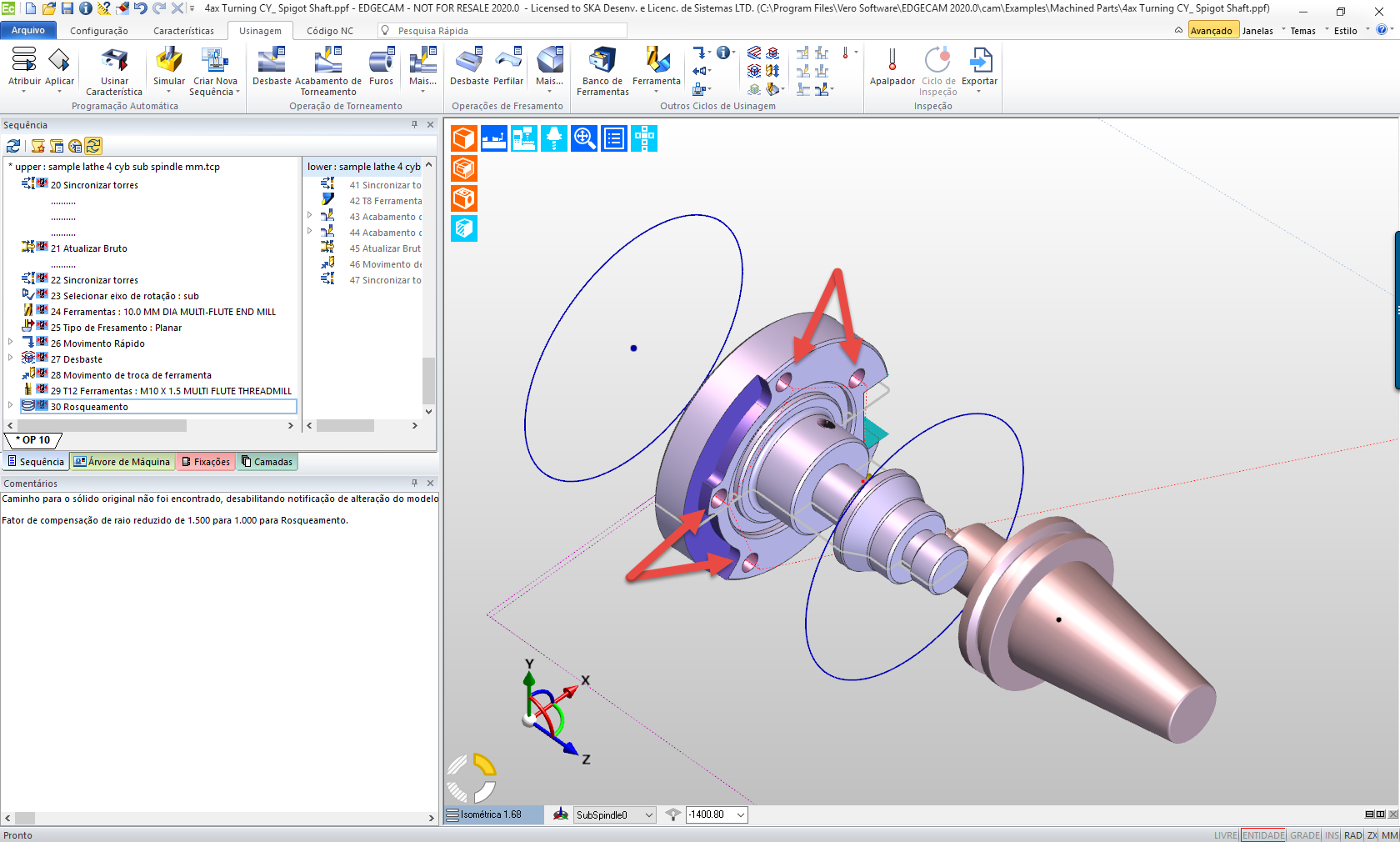
Selecionar a ferramenta “M10 x 1,5 MultiFlute Threadmill” para o nosso exemplo.
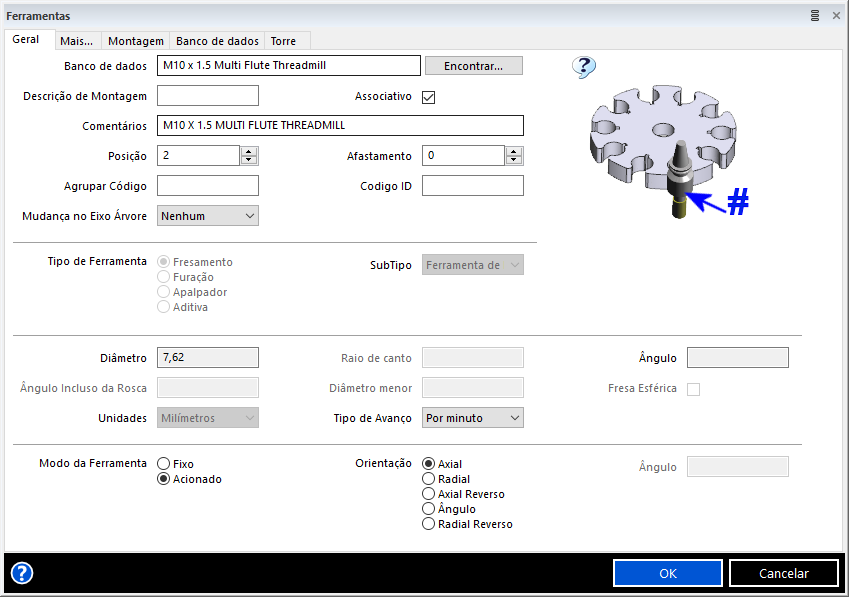
Com a ferramenta selecionada, marcar a opção associativo, com isso todos os parâmetros da ferramenta serão lidos diretamente da biblioteca de ferramentas.
Colocar a posição que a ferramenta estará alocada no magazine.
Depois clicar em OK.
Repare que a ferramenta foi inclusa na “árvore” de Sequência.

Agora, o ciclo de interpolação de rosca pode ser programado.
Clicar em Ciclos de Fresamento, na aba Usinagem, em seguida selecionar a opção Interpolação de Rosca:
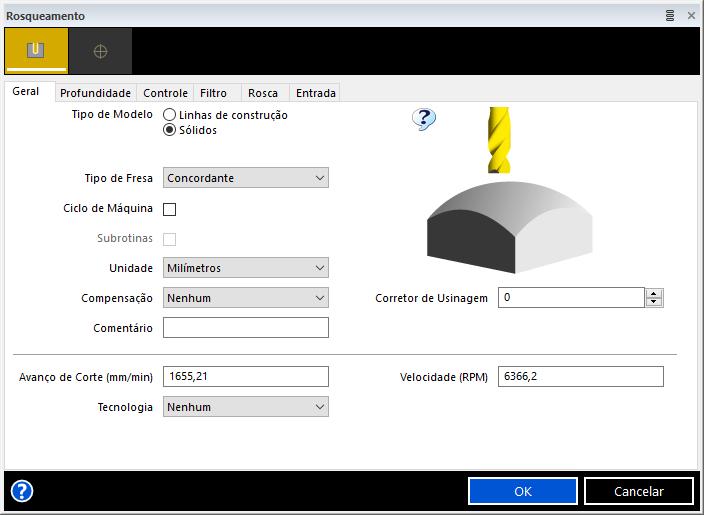
Tipo de Modelo: Opção de escolha para a geometria que será selecionada. Isso facilita quando temos linhas, sólidos e superfícies, mas queremos usinar somente um tipo de geometria. Essa ferramenta funciona como um filtro de entidades e dependendo do que será selecionado, o EDGECAM libera ou bloqueia recursos dentro do ciclo, por isso devemos selecionar essa opção primeiro.
Linhas de Construção: Somente entidades 2D que foram construídas no EDGECAM ou importadas de um CAD 2D;
Sólidos: Opção de seleção de sólidos.
Sentido de Corte: Sentido de movimento da ferramenta em relação à peça:
Concordante: Sentido de corte no sentido de giro da ferramenta;
Discordante: Sentido de corte no sentido contrário de giro da ferramenta;
Otimizado: Corte nos dois sentidos.
Subrotinas: Utiliza subrotinas ou sub-programas da máquina para otimizar o ciclo (esta opção deve estar configurada no pós processador);
Unidade: Seleciona entre Milímetros ou Polegadas, para definir o formato de reconhecimento das coordenadas dos eixos;
Compensação: A compensação é totalmente integrada ao ciclo, com o lado esquerdo / direito sendo determinado automaticamente a partir do tipo de moinho.
Nota: O Corretor de Usinagem usa o fator do gerador de código para adicionar um movimento de avanço perpendicular para a aplicação da compensação. Nesse ciclo, a compensação também o utiliza para garantir movimentos viáveis do condutor ao cortar roscas externas.
Nenhum: O caminho da ferramenta de saída é para o centro da ferramenta. Nenhum código de compensação de raio é emitido, especificando “Esquerda” ou “Direita” para qualquer outra compensação de raio aplicada no controlador.
Linha de Centro: O caminho da ferramenta de saída é para o centro da ferramenta. Os códigos (normalmente G41 / 42) são emitidos especificando ‘Esquerda’ ou ‘Direita’ para qualquer compensação adicional de raio aplicada no controlador. (Normalmente, são compensações pelo desgaste da ferramenta.)
Geometria: O caminho da ferramenta de saída é para a borda da ferramenta. Os códigos (normalmente G41 / 42) são emitidos especificando ‘Esquerda’ ou ‘Direita’, para que a compensação seja aplicada no controlador para calcular o percurso central da ferramenta.
Avanço de Corte: Valor da velocidade no eixo de trabalho da ferramenta;
Velocidade: Velocidade de rotação do eixo da ferramenta;
Tecnologia: Associa os dados previamente definidos da ferramenta ao tipo de tecnologia selecionado.
Aba Profundidade:
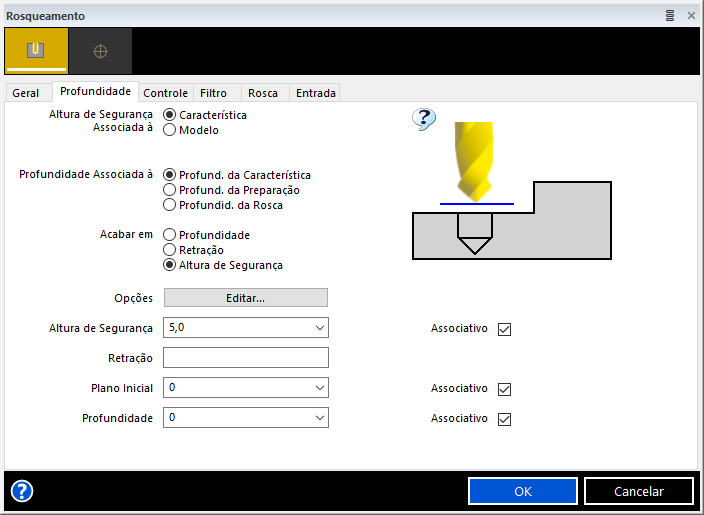
Altura de Segurança Associada à: Define o ponto ou valor em que o ciclo começará a usinagem.
Profundidade Associada à: Define em até qual ponto ou valor, a ferramenta realizará o ciclo.
Acabar em: Define em qual ponto ou valor, a ferramenta terminará o ciclo.
Opções: Nas opções, podem ser habilitados seleções para múltiplas profundidades ou níveis para os furos.
Altura de segurança: Especifica a altura acima do modelo na qual a ferramenta pode se movimentar livremente no eixo X e Y sem que haja colisões;
Plano inicial: Determina a altura relativa ao topo do sólido ou característica a qual o ciclo da ferramenta irá se iniciar;
Profundidade: Especifica a profundida incremental de desbaste relativa ao plano inicial;
Incremento de corte: Determina a profundidade de cada corte;
Associativo: Associa as informações aos dados previamente definidos da ferramenta;
Aba Controle:
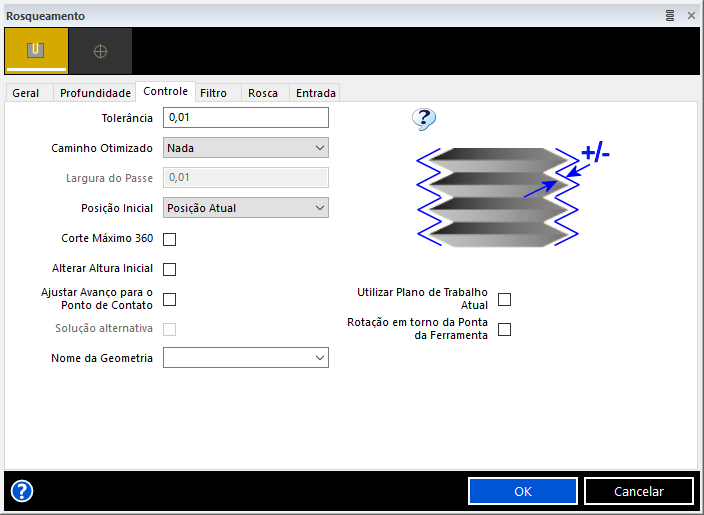
Tolerância: Altera a tolerância que as coordenadas serão geradas, dentro da programação da rosca;
Otimizar Caminho: Define o deslocamento entre regiões do desbaste;
Início: Após a conclusão do ciclo, retorna ao início;
Mais próximo: Se desloca ao ponto que estiver mais próximo do atual;
Zigzag em X: Movimentos de Zigzag em X e incremento em Y;
Apenas X: Movimentos apenas no sentido X;
Zigzag em Y: Movimentos de Zigzag em Y e incremento em X;
Apenas Y: Movimentos apenas no sentido Y;
Reverter: Inverso do sentido atual ou selecionado.
Posição Inicial: Permite selecionar a partir de um padrão, qual o primeiro furo à ocorrer a usinagem;
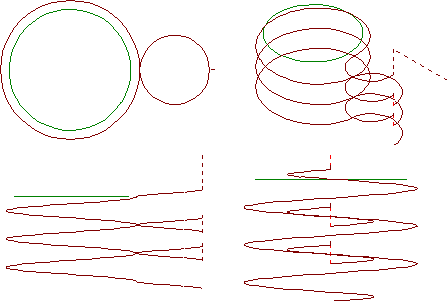
Corte Máximo 360: O corte da rosca pode precisar de mais do que um contorno da ferramenta em torno da peça. Você pode controlar isso usando este parâmetro. Segue imagem ilustrativa abaixo:
Alterar Altura Inicial: Com esta opção habilitada, a ferramenta começa o seu caminho em uma posição de segurança e com um ângulo maior. Com a opção desabilitada, a ferramenta cria um movimento otimizado para a entrada da ferramenta;
Ajustar Avanço para o Ponto de Contato: Altera o ponto de cálculo do avanço da ferramenta, para o ponto de contato;
Utilizar Plano de Trabalho Atual: Esta opção mantém as coordenadas a partir do plano atual, caso desabilitada ela cria indexações para cada um dos furos fora do plano atual;
Solução Alternativa: Cria movimentos angulares alternativos, para ferramentas que criam um caminho ao contornar obstáculos;
Rotação em Torno da Ponta da Ferramenta: Altera a forma em que cabeçotes angulares são movimentados, ou seja, desabilitados são movimentados ao redor do eixo da máquina, habilitados se movimentam ao redor da ponta da ferramenta.
Aba Filtro:
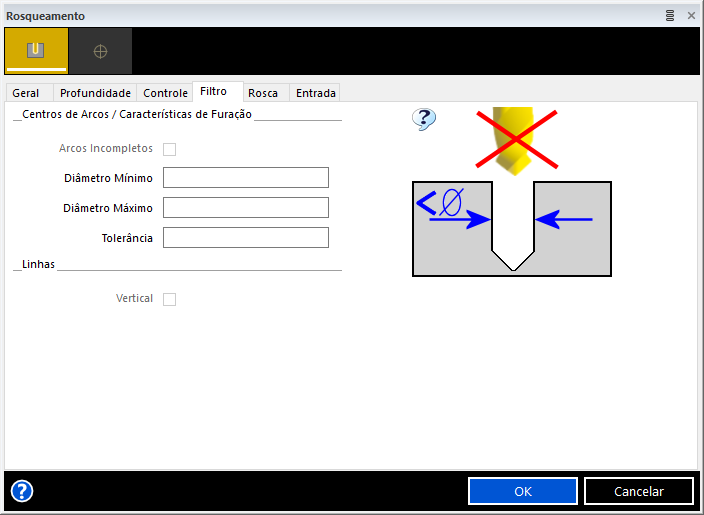
Arcos Incompletos: Habilitar esta opção em casos de furos com o perímetro incompleto;
Diâmetro Mínimo: Furos com diâmetro menor que isso não serão usinados.
Diâmetro Máximo: Furos com diâmetro maior que isso não serão usinados.
Tolerância: É o valor de tolerância para os valores de diâmetro acima;
Vertical: Com esta opção habilitada, apenas furos verticais serão usinados.
Aba Rosca:
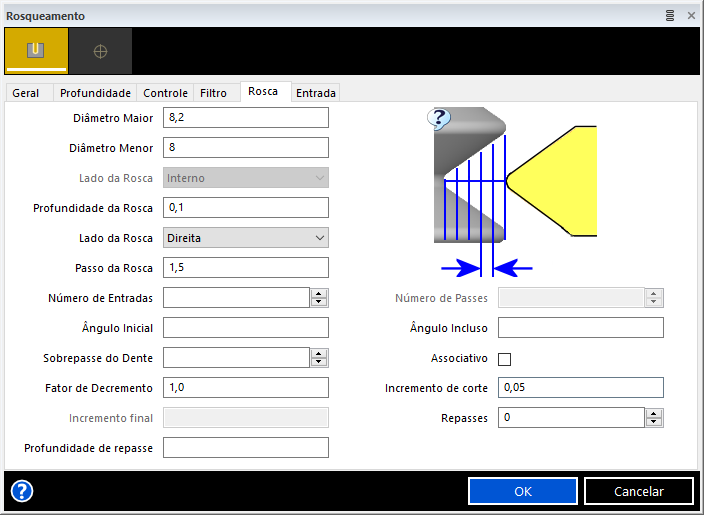
Nesta aba devem ser definidos valores para a criação da rosca. Dados acima, meramente ilustrativos.
Aba Entrada:
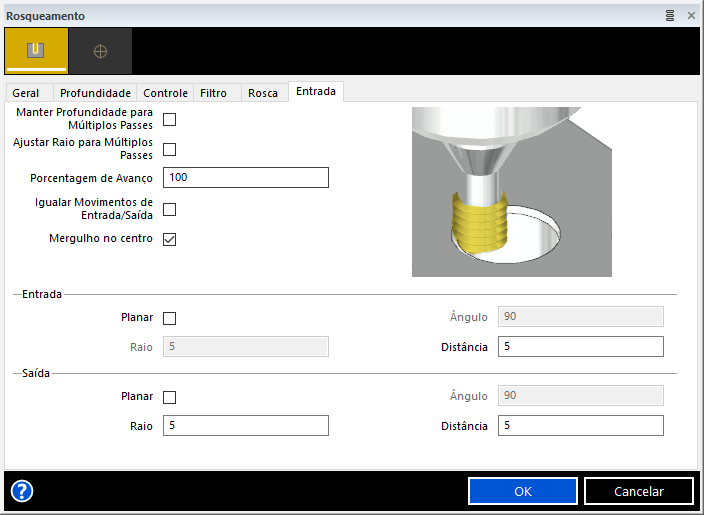
Manter Profundidade para Múltiplos Passes: Mantém a profundidade para diferentes passes da ferramenta no furo (Apenas disponível para Rosca com mais que 1 passo);
Ajustar Raio para Múltiplos Passes: Mantém o raio de entrada para diferentes passes (Apenas disponível para Rosca com mais que 1 passo);
Porcentagem de Avanço: Pode ser modificado o Avanço da ferramenta para os movimentos de entrada e saída, o valor é definido como uma porcentagem do valor do Avanço de Corte;
Mergulho no Centro: Esta opção define a entrada da ferramenta pelo centro do furo;
Planar: Especifica se o movimento de avanço deve ter algum movimento vertical associado a ele.
Ângulo: Define o ângulo que a ferramenta realizará para o movimento de entrada ou saída da ferramenta.
Raio: Cria um movimento em raio, a partir do valor de distância inicial;
Distância: Define um valor de comprimento para a entrada da ferramenta, levando em conta os valores de ângulo e raio.
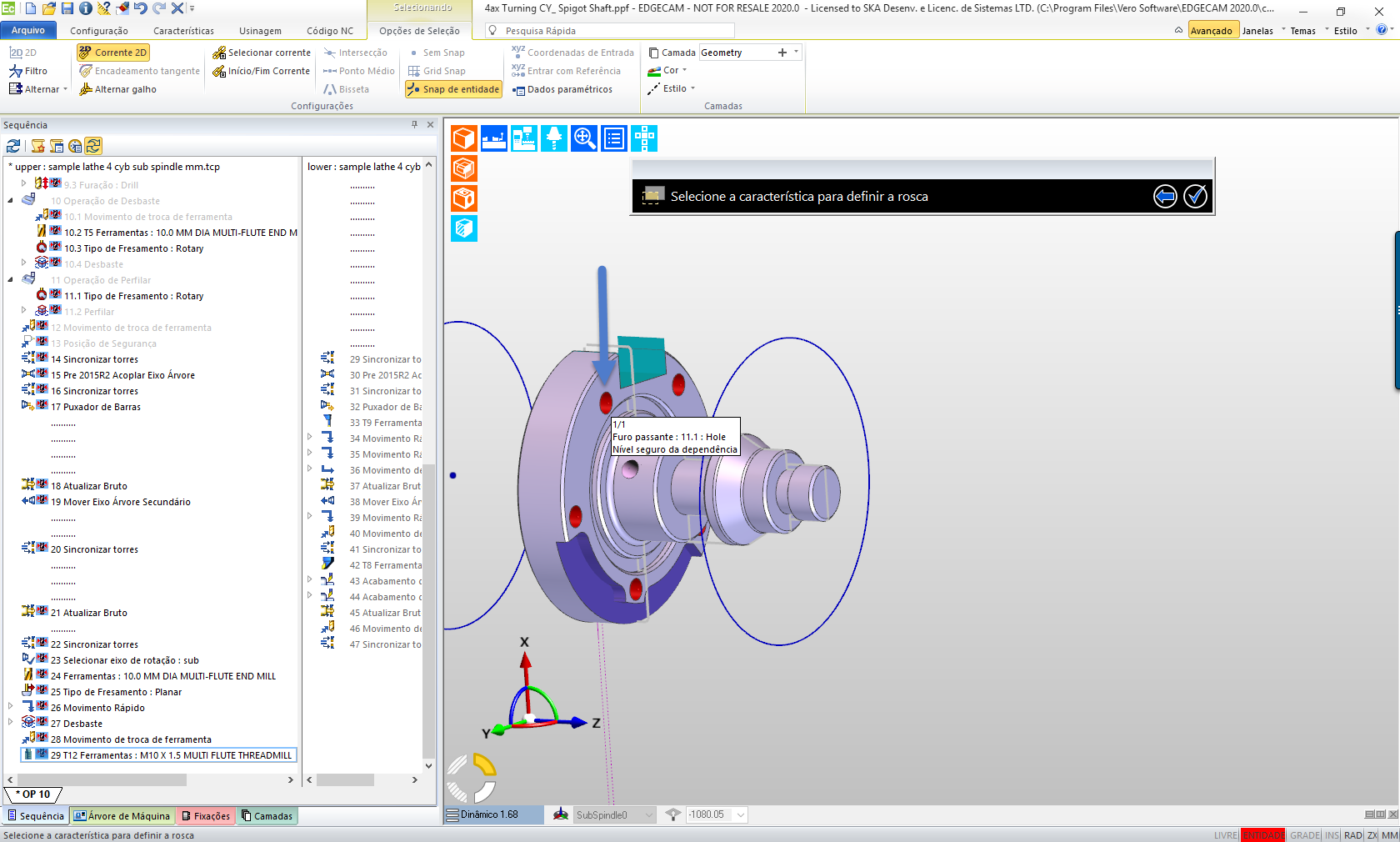
Seleção do Furo:
Resultado:
Gostou deste artigo?
Para mais informações acesse nossos canais!