
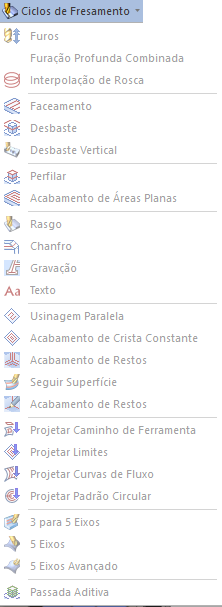
O ciclo de Faceamento, encontra-se na aba usinagem e dentro do menu Ciclos de Fresamento.

Repare que tanto a barra de ferramentas de Fresamento quanto o menu Ciclos de Fresamento estão com os ciclos desativados.
Diferente dos ciclos, as operações estão habilitadas, isso ocorre porque as operações são um pacote de funções pré-configuradas, uma dessas funções é o próprio ciclo, mas a outra é a ferramenta que selecionamos de dentro da operação, como mostra a imagem a seguir. Quando estamos programando por ciclos não temos esse pacote e por isso devemos manualmente selecionar uma ferramenta antes de executar o ciclo.
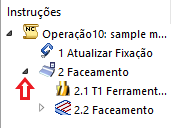
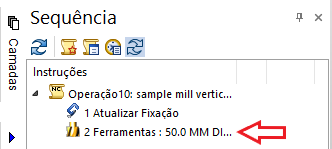
Repare que ao clicar na seta ao lado da operação, vemos a estrutura que é formado a operação de faceamento, ferramenta + o ciclo de Faceamento.
Com isso concluímos que todo ciclo precisa de uma ferramenta previamente selecionada, e que a programação por ciclos no EDGECAM é muito semelhante à programação em máquina, ou seja, antes de se iniciar uma usinagem, é preciso ter uma ferramenta antes.
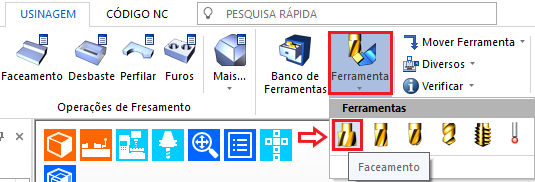
Então, o primeiro passo para se programar com ciclos é definir a ferramenta. Para isso iremos selecioná-la através da aba Usinagem. Como em nosso exemplo, estamos aprendendo sobre o ciclo de Faceamento, iremos utilizar uma fresa de faceamento.
Selecionar a opção Fresa de Faceamento.
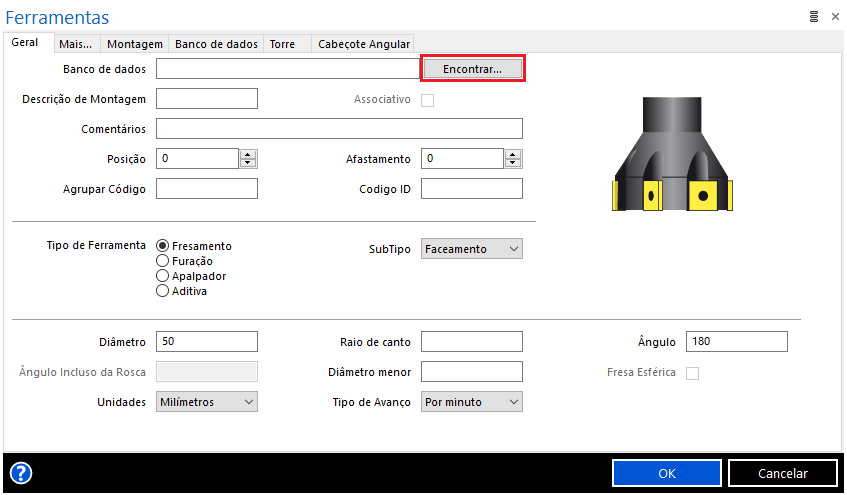
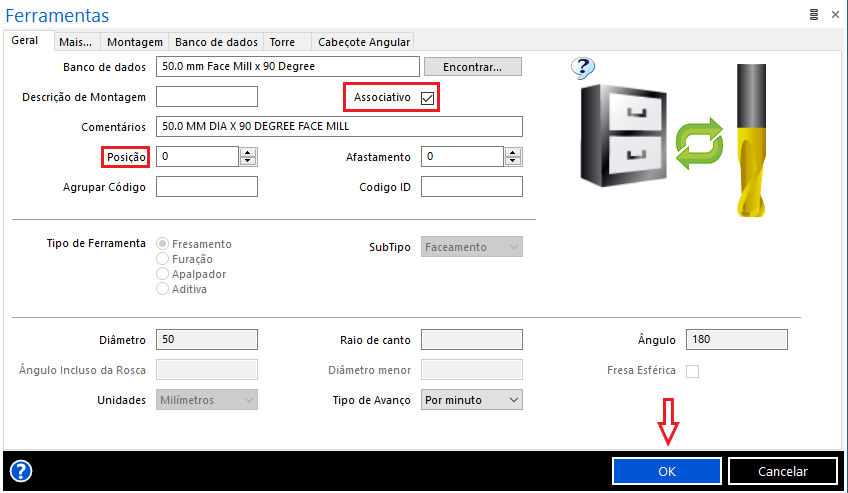
Na janela a seguir, é possível configurar os parâmetros da ferramenta através das abas. A edição desses parâmetros é interessante, quando a operação for realizada com uma ferramenta que não está cadastrada na biblioteca de ferramentas. Clique em “Encontrar…”.
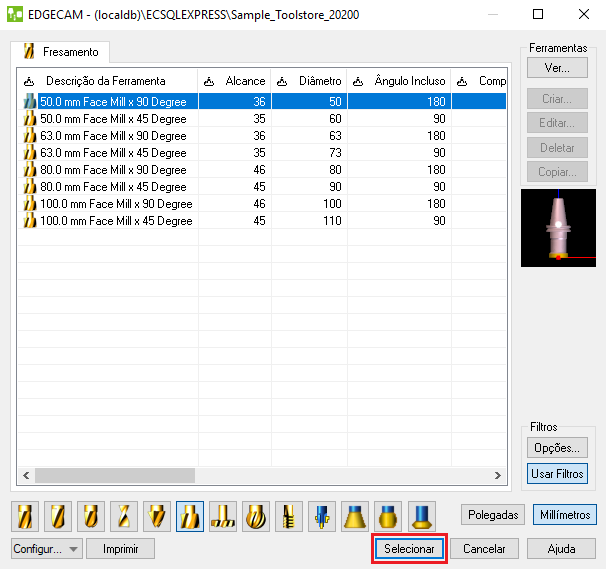
Clicar na fresa “50.0mm Face Mill x 90 Degree” e depois em “Selecionar”
Com a ferramenta selecionada, marcar a opção associativo, com isso todos os parâmetros da ferramenta serão lidos diretamente da biblioteca de ferramentas.
Colocar a posição que a ferramenta estará alocada no magazine.
Depois clicar em OK.
Repare que a ferramenta foi inclusa na “árvore” de Sequência.
Agora, vamos programar o ciclo de faceamento. Clicar em Faceamento, na aba Usinagem.

A seguinte janela irá aparecer.
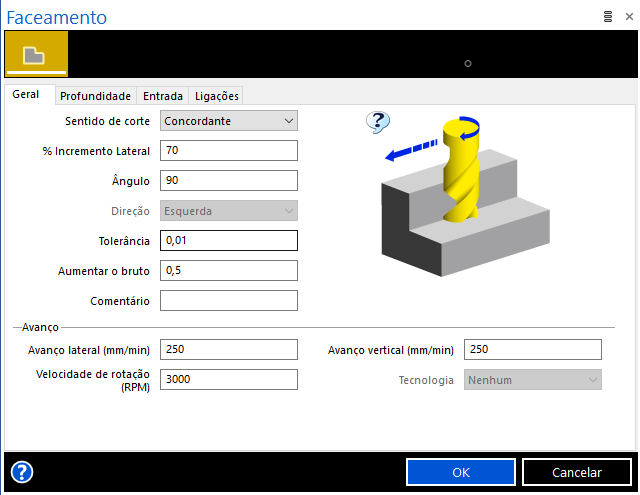
Onde na aba Geral:
- Sentido de Corte: Sentido de movimento da ferramenta em relação à peça
– Concordante: Sentido de corte no sentido de giro da ferramenta.
– Discordante: Sentido de corte no sentido contrário de giro da ferramenta.
– Otimizado: Corte nos dois sentidos
- % Incremento Lateral: Valor do incremento lateral em porcentagem do diâmetro da ferramenta. Valor do diâmetro menor no caso de ferramentas com ângulo;
- Ângulo: Sentido de corte 0° eixo X e 90° eixo Y;
- Aumentar o bruto: Valor para corrigir eventuais inconsistências na matéria prima;
- Avanço Lateral: Valor de velocidade no plano de trabalho;
- Avanço Vertical: Valor da velocidade no eixo de trabalho da ferramenta;
- Velocidade de rotação: Velocidade de rotação do eixo da ferramenta;
- Tecnologia: Associa os dados previamente definidos da ferramenta ao tipo de tecnologia selecionado
Na aba Profundidade:
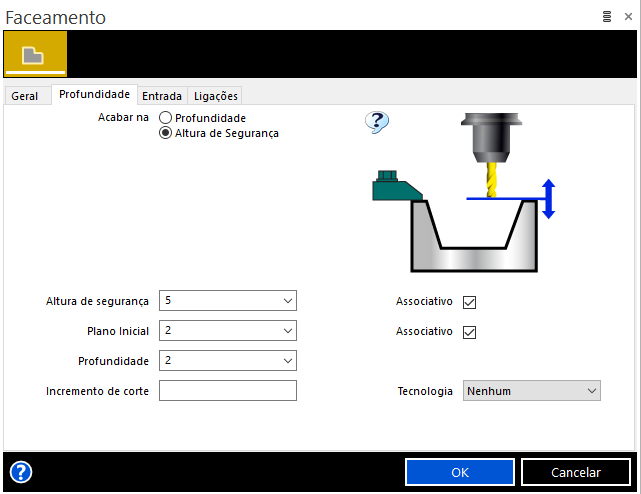
- Acabar na: Define onde será finalizado o ciclo. Para profundidade, após o término do ciclo de faceamento, a ferramenta continua em contato com o perfil. No caso de altura de segurança, a ferramenta recua até a altura definida;
- Altura de segurança: Especifica a altura acima do modelo na qual a ferramenta pode se movimentar livremente no eixo X e Y sem que haja colisões;
- Plano inicial: Determina a altura relativa ao topo do sólido ou característica a qual o ciclo da ferramenta irá se iniciar;
- Profundidade: Especifica a profundida incremental de desbaste relativa ao plano inicial;
- Incremento de corte: Determina a profundidade de cada corte;
- Associativo: Associa as informações aos dados previamente definidos da ferramenta;
- Tecnologia: Indica quais serão os dados da ferramenta que serão associados ao ciclo;
Na aba Entrada:
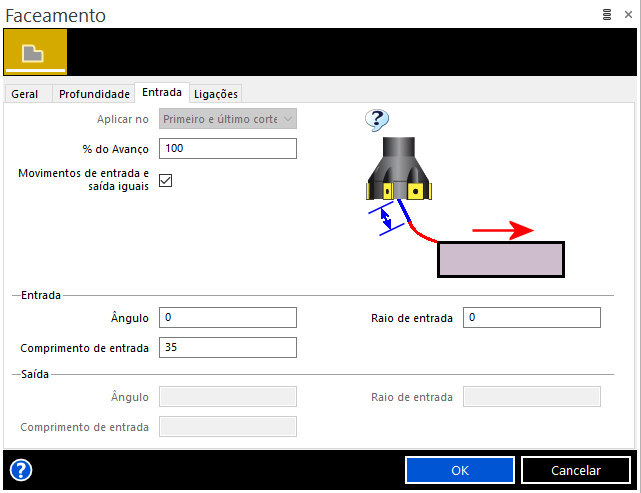
- Aplicar no: Onde devem ser aplicados os movimentos de entrada e saída na peça durante o caminho de ferramenta. Apenas ativo quando utilizado o sentido de corte Otimizado;
- % do Avanço: Valor do avanço para entrada e saída da peça em porcentagem;
- Movimentos de entrada e saída iguais: Mesma configuração para entradas e saídas;
- Entrada: Valores de configuração de entrada na peça, ângulo / comprimento / raio;
- Saída: Igual à entrada, repare que caso a opção de movimentos iguais estiver marcada, os campos são desativados;
Na aba Ligações:
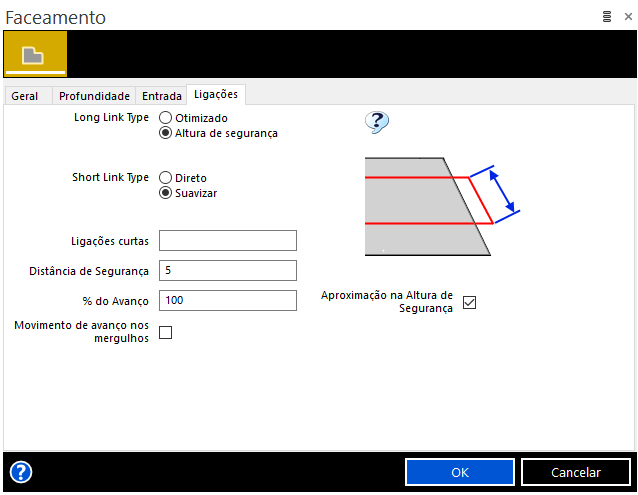
- Tipos de ligação longa: Todo tipo de ligação entre um ponto e outro dentro do mesmo passe ou não que fique com um valor acima do campo de ligações curtas.
– Otimizado: Executa um movimento de retração em Z atual, mais o valor da Distância de segurança. Todos os movimentos executados em G1 no máximo.
– Altura de segurança: Executa um movimento de retração em Z até o valor da Altura de segurança informado anteriormente na aba Profundidade. Todos os movimentos executados em G0.
- Ligações curtas: Valor que define uma ligação curta e uma ligação longa. Acima deste valor é considerado uma ligação longa e abaixo ou igual uma ligação curta. Ligações longas são ligações entre uma passada e outra, já curtas é a ligação dentro da própria passada.
– Direto: Ligação curta feita por uma reta unindo ponto final ao inicial.
– Suavizar: Ligação curta feita por um arco unindo ponto final ao inicial.
- Distância de Segurança: Valor de aproximação em G0 antes do ponto de usinagem no eixo Z;
- % de Avanço: Taxa de avanço de corte, em porcentagem, para diminuir ou aumentar ou aumentar o avanço nas ligações feitas na peça. Caso a ligação fique por fora da peça pode-se colocar um valor acima de 100%;
- Movimento de avanço nos mergulhos: Com esta opção marcada, todos os movimentos de descida em Z serão em avanço de trabalho G1. Com a opção desmarcada fica o normal de descida em rápido até a distância de segurança e depois em avanço de trabalho G1.
Após o término de configuração dos parâmetros do ciclo, selecionaremos o Perfil de Limite. Com ele, iremos delimitar o perfil que será faceado e os limites (zona de exclusão) da usinagem.
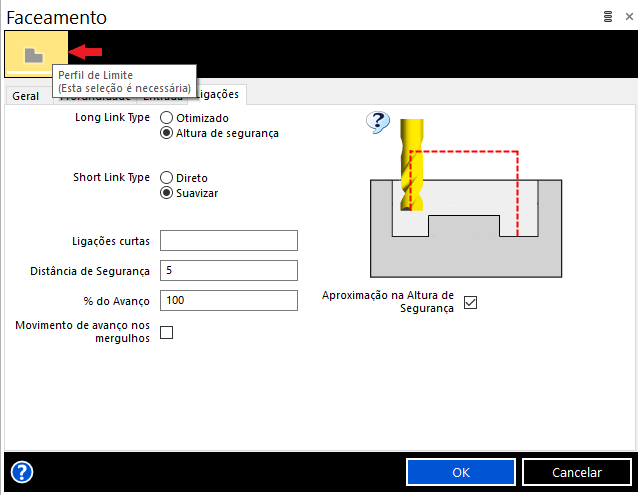
Com o cursor do mouse na aresta do perfil bruto, clicar 2x, automaticamente ele irá selecionar todo o contorno da peça. Confirme a seleção.
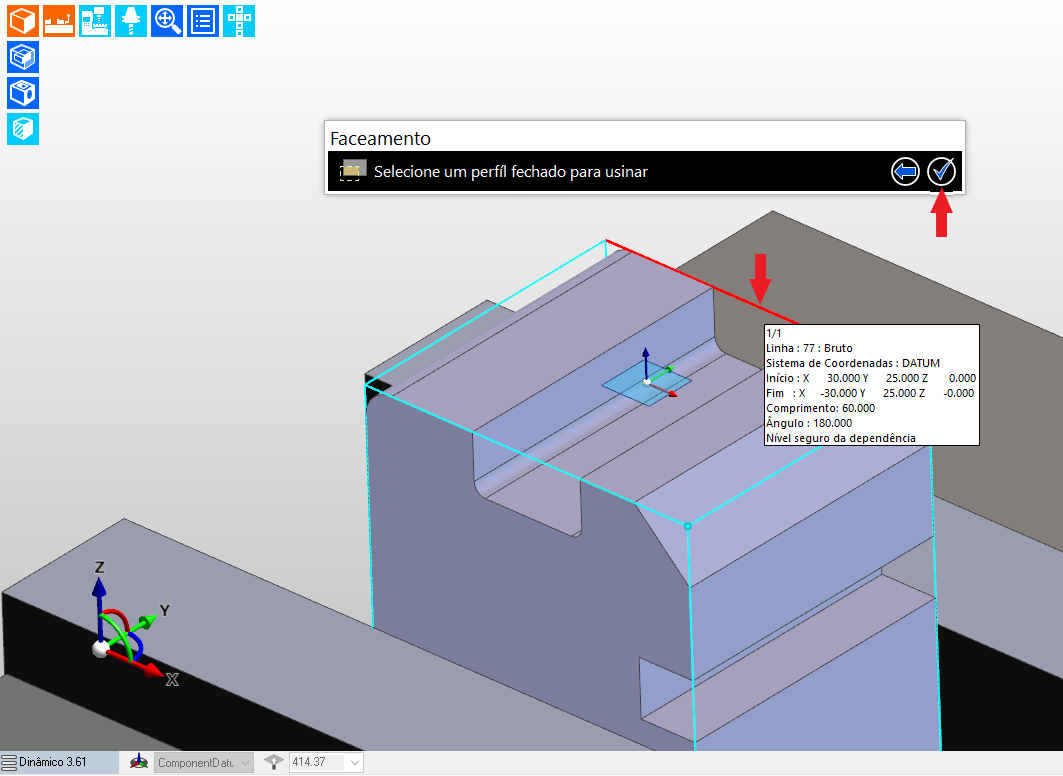
Novamente, voltaremos a página de configuração do ciclo, confirme toda a operação quando clicar em “OK”
![]()
Gostou deste artigo?
Para mais informações acesse nossos canais!