
Para definir a ferramenta precisamos saber o diâmetro dos furos, ao contrário da operação que já nos indicava qual a melhor ferramenta. Para identificar os parâmetros dos furos, podemos verificar as propriedades dessas características, clicar com o botão direito sobre ela, depois em Editar.
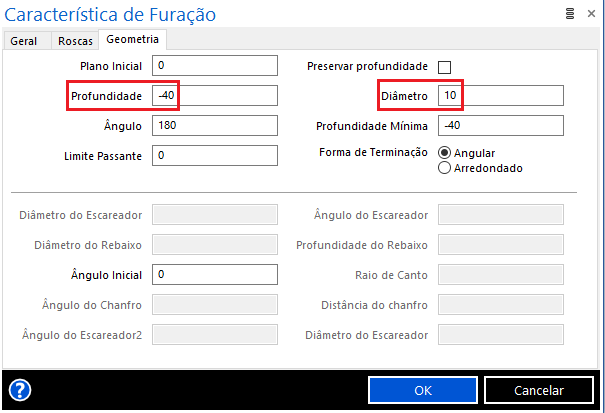
Na aba Geometria podemos ver as características dos furos.
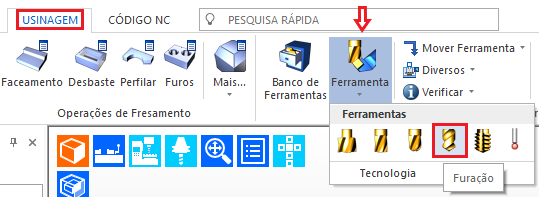
Com a informação do diâmetro do furo, podemos selecionar a ferramenta na biblioteca, na aba Usinagem > Ferramenta > Furação
Na janela de configuração da ferramenta, clicar em Encontrar…
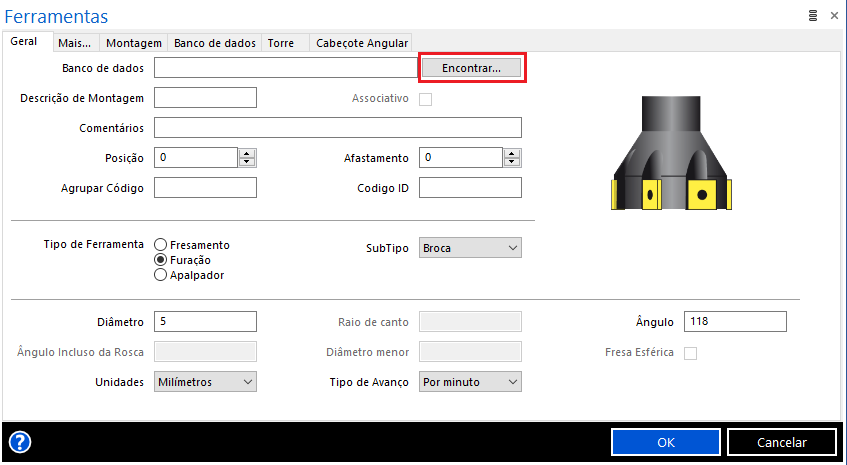
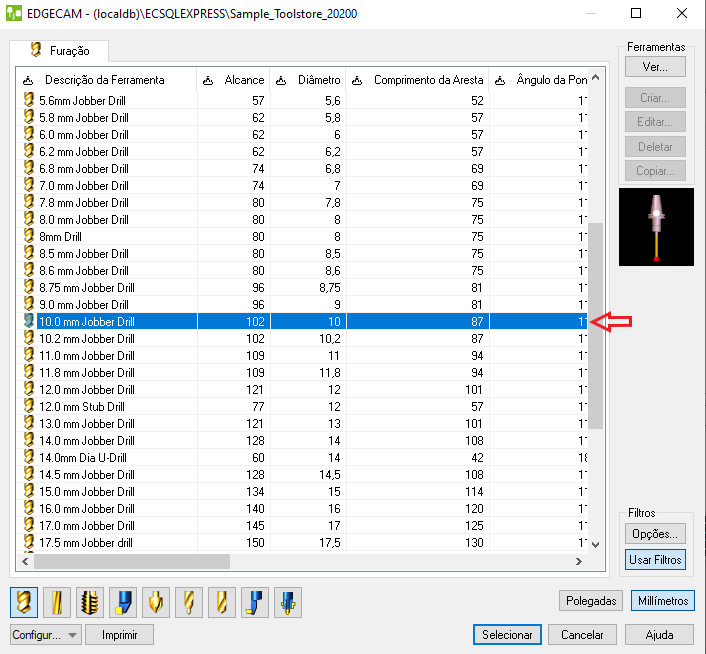
Selecionar a ferramenta correspondente ao diâmetro a ser usinado, em nosso exemplo, o furo com 10 milímetros. Clicar em Selecionar e logo em seguida, de volta a janela de configuração da ferramenta, adicionar a posição da ferramenta.
Selecionar o ciclo de Furos na barra de ferramentas Usinagem ou no menu Ciclos de Fresamento > Furos. Este ciclo é utilizado para furação, furação

Selecionando o ciclo, inicia-se as configurações dos parâmetros, deixando para o final a seleção da parte geométrica, ao contrário da operação, assim como nos outros ciclos, tornando este método padrão.
Alguns itens não serão abordados pois não são aplicáveis para o nosso exemplo
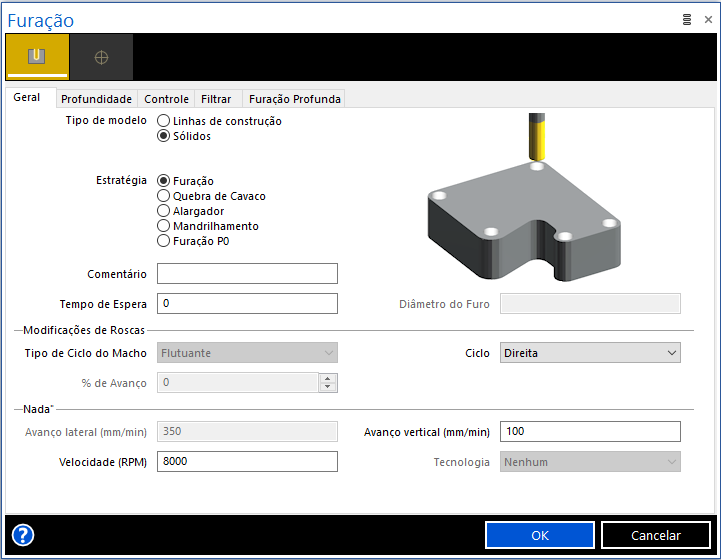
Na aba Geral:
- Tipo de Modelo
– Linhas de Construção: Permite a seleção de pontos para executar a furação;
– Sólidos: Opção de seleção de sólidos / características;
- Estratégia
– Furação: Furação direta
– Quebra de Cavaco: Furação com eliminação ou quebra de cavaco atribuindo incrementos de corte;
– Alargador: Estratégia de acabamento utilizando alargadores;
– Mandrilamento: Estratégia de acabamento utilizando por exemplo ferramentas do tipo “bailarina”;
– Furação Profunda: Estratégia utilizada em furos com comprimentos longos.
Comentário: Nota a ser inserida no programa CN
- Tempo de Espera: Tempo em segundos em que a ferramenta permanece no final da furação
- Avanço Vertical (mm/min): Velocidade do corte no momento da furação
- Velocidade (RPM): Velocidade do giro da ferramenta
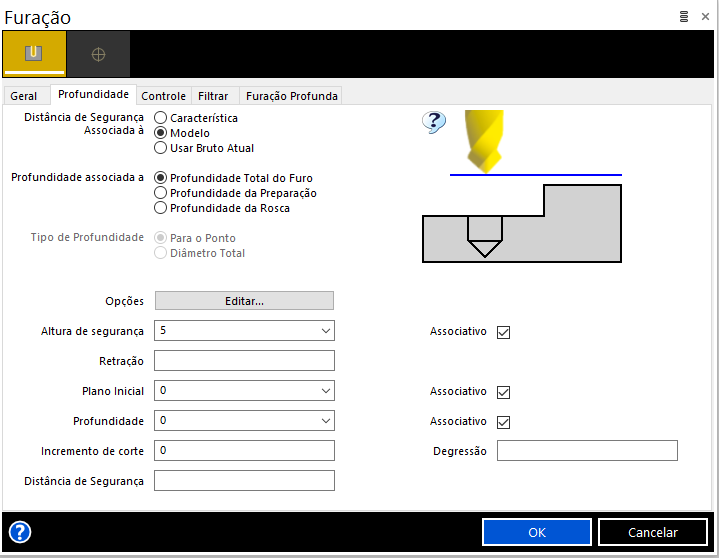
Na aba Profundidade:
- Distância de Segurança Associada à (disponível apenas para sólidos)
– Característica: Valor a partir da característica, que nem sempre pode ser o ponto mais alto do sólido;
– Modelo: Valor a partir do topo do modelo sólido, sendo a opção mais recomendável.
- Profundidade associada à (disponível apenas para sólidos)
– Profundidade Total do Furo: Profundidade efetiva da característica do furo;
– Profundidade da Preparação: Profundidade relativa ao rebaixo ou ao escareado;
– Profundidade da Rosca: Profundidade da rosca quando modelada e encontrada na característica.
- Tipo de Profundidade
– Para o ponto: Valor da profundidade relativa ao ponto de pré-set da ferramenta;
– Diâmetro Total: Valor da profundidade desconsiderando o valor da ponta da ferramenta
– Incremento de Corte: Incremento para a penetração
– Degressão: Valor que deve ser descontado do incremento até seu próprio valor;
– Distância de Segurança: Distância de retração a partir da profundidade que a ferramenta se encontra sem remover toda a ferramenta do furo
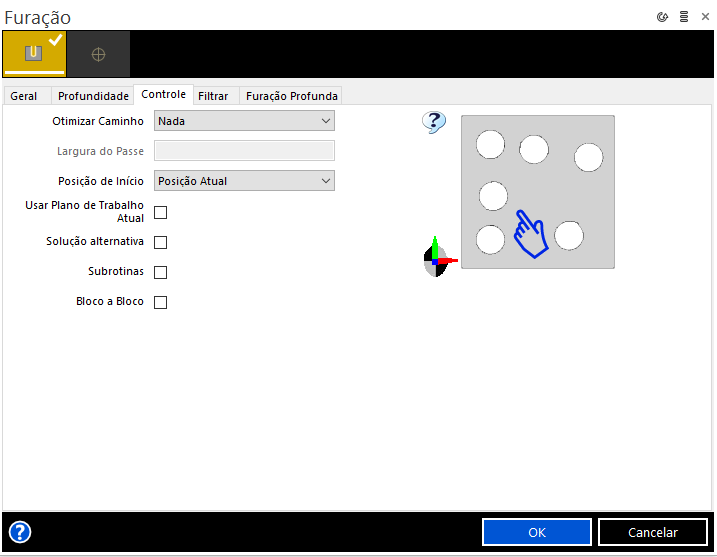
Na aba Controle:
- Otimizar Caminho: Define o deslocamento entre regiões de furação
– Nada: De acordo com os pontos definidos pelo usuário;
– Início: Ao término, ele retorna ao início do ciclo;
– Mais próximo: Avança para o ponto que estiver mais próximo do atual;
– Zigzag em X: Zigzag em X e incremento em Y;
– Apenas em X: Movimentos somente no sentido em X;
– Zigzag em Y: Zigzag em Y e incremento em X;
– Apenas em Y: Movimentos somente no sentido em Y;
– Reverter: Inverso do sentido atual ou selecionado;
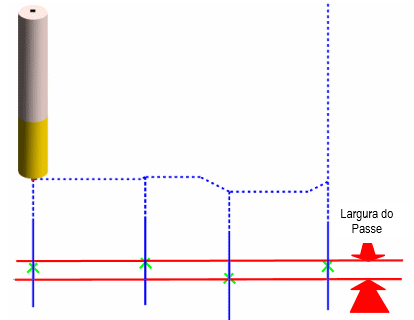
- Largura do Passe: Disponível quando no item Otimizar caminho estiver selecionado Zigzag ou apenas em X ou Zigzag ou apenas em Y.
Inserir um valor de tolerância que permite que os furos que estejam em linhas ou colunas, possam ter algum desalinhamento
- Posição de início: Ponto ou furo que deve iniciar a sequência de furação:
– Posição Atual: Onde a ferramenta se encontra;
– Seleção: Indicar qual o primeiro furo que deve ser usinado;
– Esquerda inf.: Ponto mais à esquerda e abaixo;
– Direita inf.: Ponto mais à direita e abaixo;
– Esquerda Sup.: Ponto mais à esquerda e acima;
– Direita Sup.: Ponto mais à direita e acima;
- Usar o Plano de Trabalho Atual
– Habilitado: O sistema de coordenadas para o código NC continua o mesmo;
– Desabilitado: O sistema de coordenadas do NC altera para o novo plano;
- Solução alternativa
– O ciclo de furação permite indexar automaticamente para um furo selecionado. É possível encontrar duas ‘soluções’ nas quais uma peça pode ser usinada, uma com uma rotação do eixo de 180° em relação à outra (dependendo dos limites do eixo da máquina). Exemplo: Ao usinar uma peça cilíndrica montada no eixo C de uma máquina com eixos auxiliares CA, você pode realizar a operação em A45° C0° ou na A-45° C180°, nesta cinemática, seria permitido utilizar esta solução.
- Sub-rotinas
– Verifica se há sub-rotinas disponíveis e aplica no programa CN
- Bloco a Bloco
– O código NC é gerado em bloco a bloco
Gostou deste artigo?
Para mais informações acesse nossos canais!