
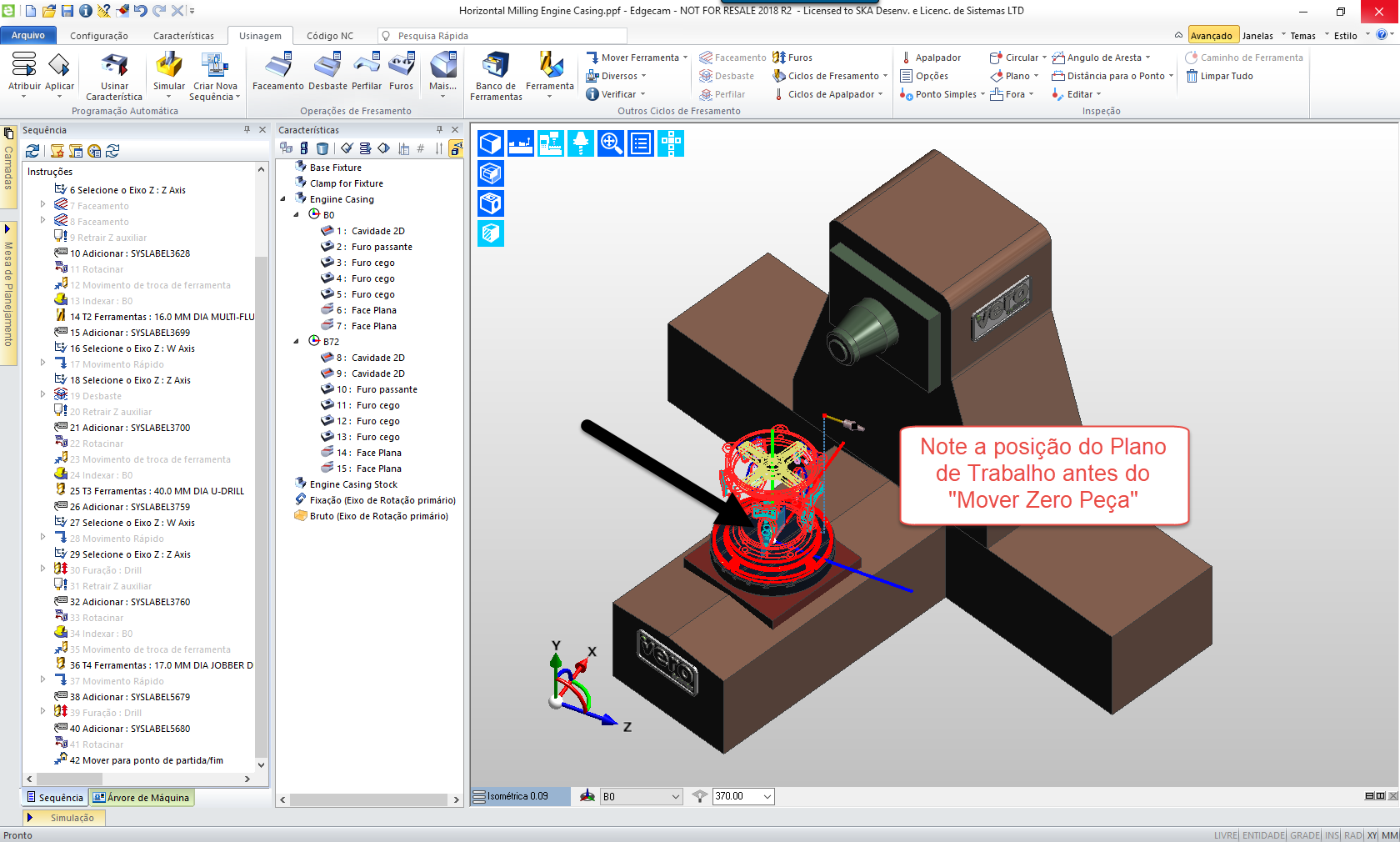
Este comando move o sistema de coordenadas de saída para selecionar um novo Plano de Trabalho de usinagem. Isso é útil ao usinar vários componentes separados no mesmo modelo dentro da mesma sequência de usinagem.
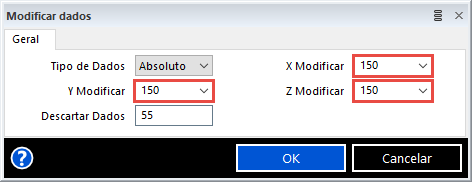
X/Y/Z Modificar: Especifica a distância em que o Plano de Trabalho se moverá.
Plano de Trabalho: (Disponível apenas no Torneamento, com uma ferramenta acionada.) Isso permite que o usuário selecione um plano de trabalho para criar um deslocamento absoluto. Se o plano de trabalho na lista for o plano de trabalho ativo atual, um deslocamento em Z poderá ser usado para especificar uma mudança incremental.
Nota: Este comando filtrará pelo tipo do Plano de Trabalho se a opção “Plano de Trabalho” do filtro estiver ativada na guia Preferências ► Seleção. Se um Plano de Trabalho não for exibido na lista, a preferência poderá ser desativada para exibir a lista completa.
Descartar Dados: Esta função substitui o código de localização calculado automaticamente. Por exemplo, cada mudança de referência sucessiva pode resultar nos códigos G54.1, G54.2 e assim por diante. Se você inserir ’55’ aqui, o código será G55, somente para esta instrução de deslocamento de referência. Os turnos subsequentes seriam revertidos para a sequência automática.
Tipo de Dados: Seleciona o sistema de coordenadas especificada no deslocamento.

Gostou deste artigo?
Para mais informações acesse nossos canais!