
São duas ferramentas responsáveis pela aplicação no torneamento:
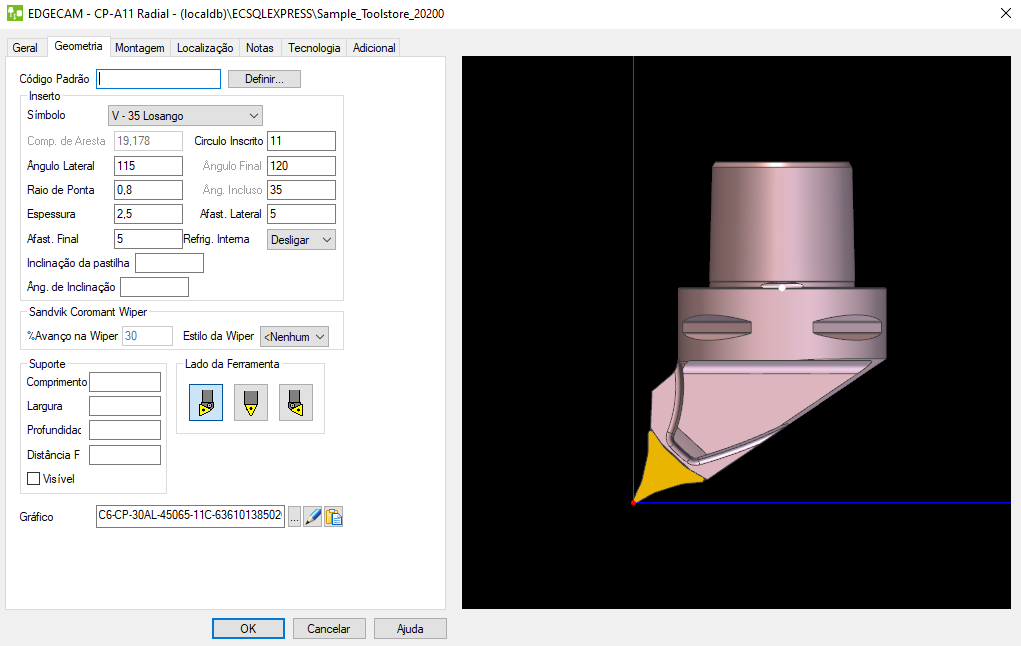
O CoroTurn Prime tipo A é desenvolvido para operações de acabamento e desbaste leve, disponível para usinagem de aços (P), superligas (S) e aços inoxidáveis (M), com três pontas de 35º, possui dois modelos com arestas de 0,4 e 0,8mm
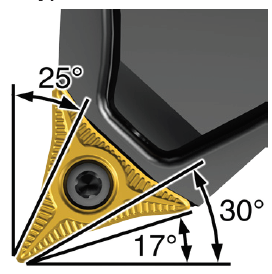

ap 0,25 – 3mm
fn 0,2 – 0,5mm
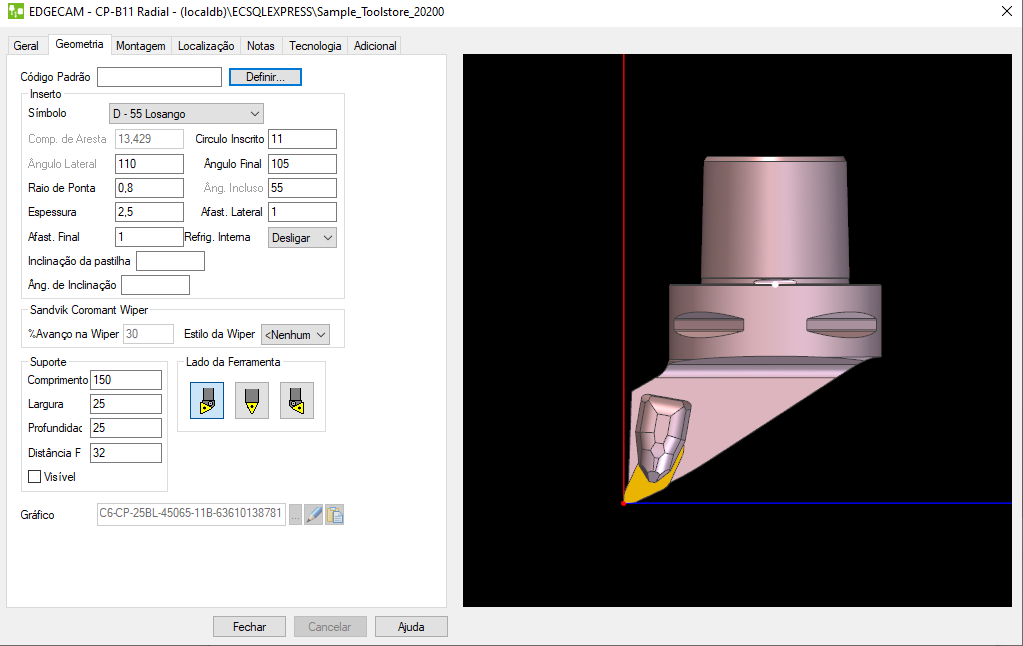
O CoroTurn Prime tipo B foi desenvolvido para um desbaste médio até acabamentos, com uma aresta mais robusta que o tipo A também é recomendado para usinagem de aços (P), superligas (S) e aços inoxidáveis (M), possui um raio de ponta 0.8 e duas arestas com ângulo da geometria CNMG
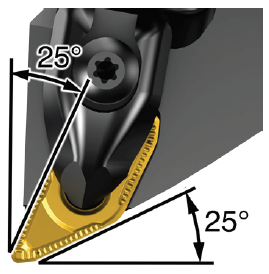

ap 0,5 – 4mm
fn 0,3 – 1,2mm
A Sandvik disponibiliza os modelos 3D das ferramentas PRIME em seu site para download através do link: https://www.sandvik.coromant.com/pt-pt/products/coroturn_prime/Pages/assortment.aspx
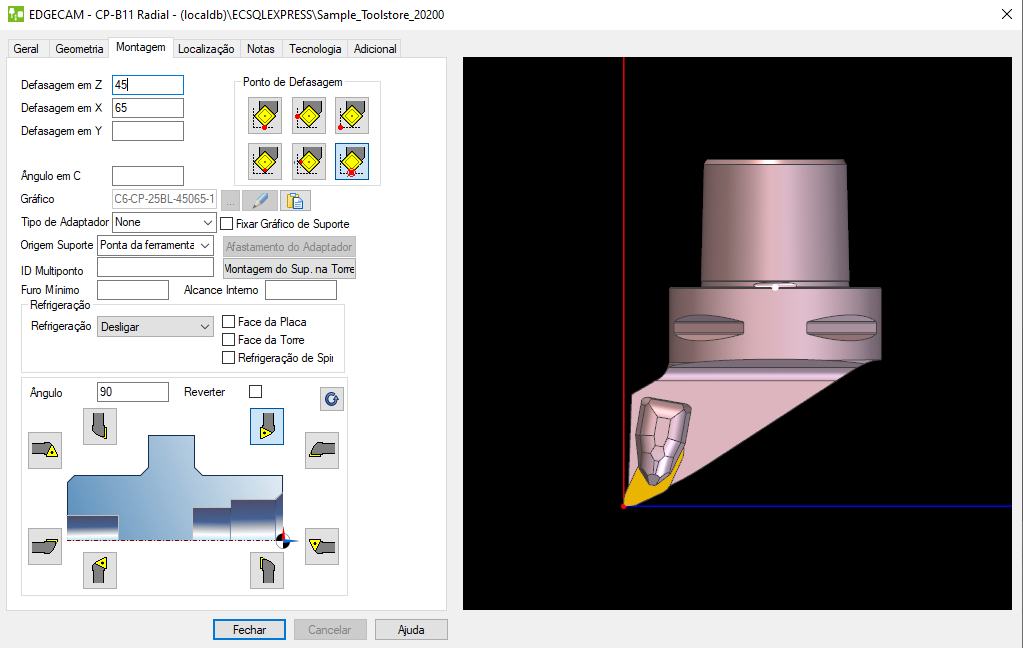
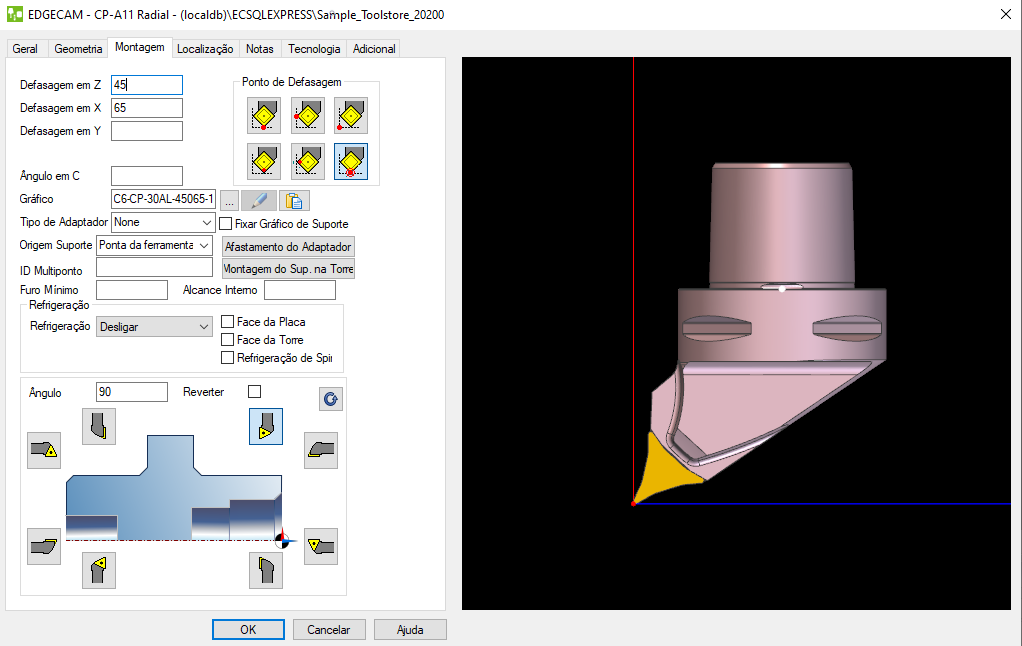
Para inserir as ferramentas no banco de dados do EDGECAM, primeiro realizar o alinhamento e exportar os gráficos de suporte e inserto
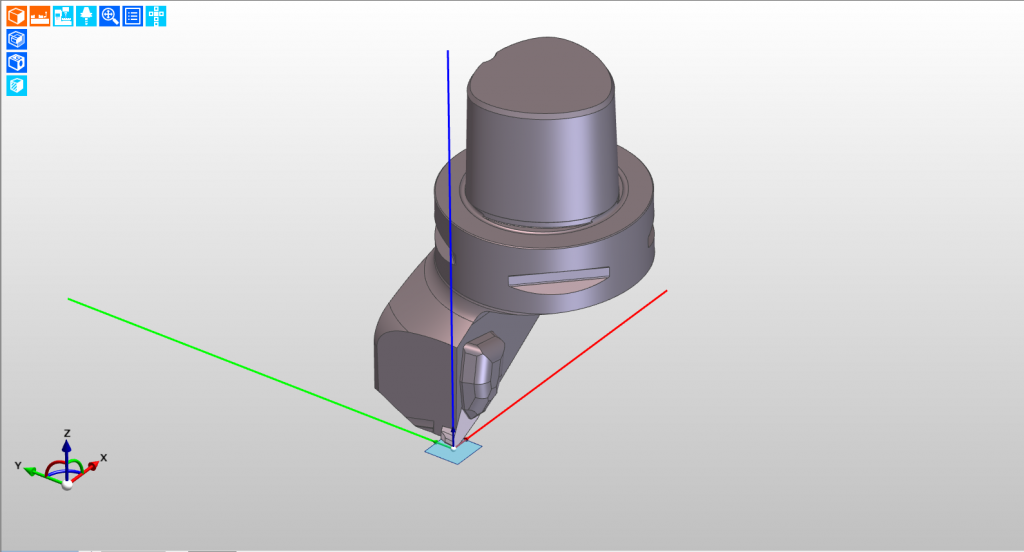
Inserir as características geométricas e o gráfico dos insertos na aba geometria, e na aba montagem as configurações e gráficos dos suportes
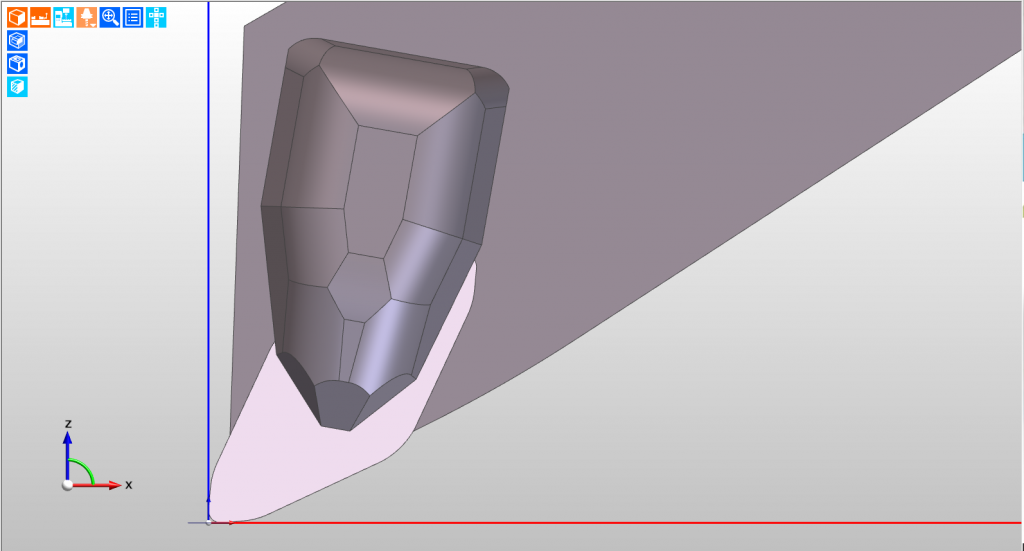
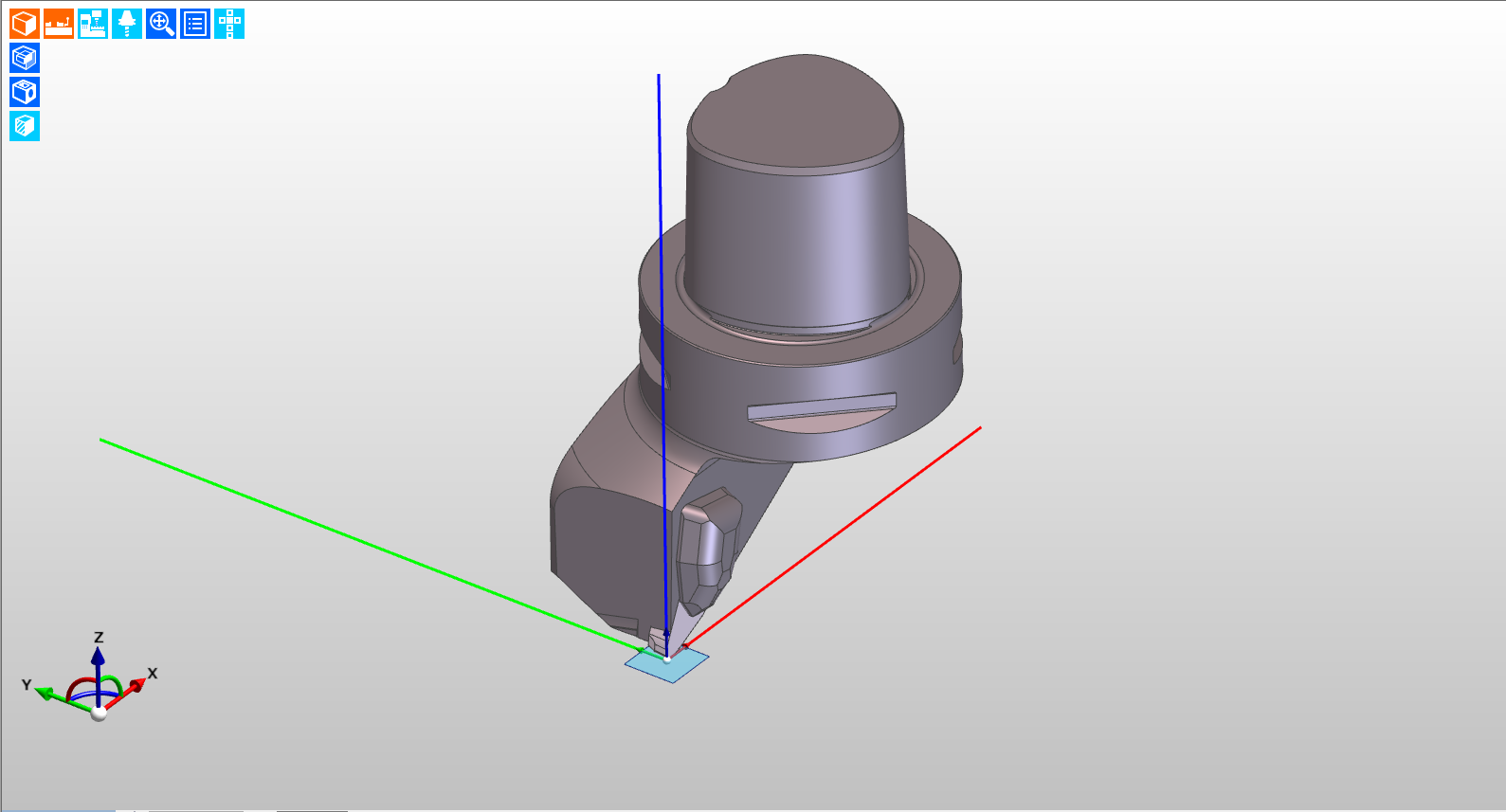
Realizada a inclusão das ferramentas no banco de dados, iniciamos a programação do ciclo. Em nosso exemplo, realizamos a usinagem deste eixo.
Algumas características devem ser levadas em consideração no momento da programação, por recomendações da Sandvik:
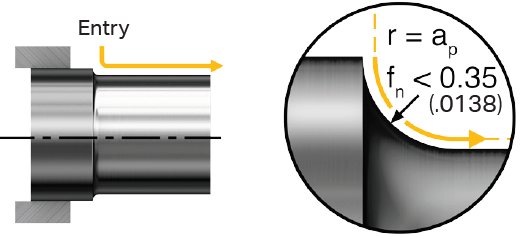
Recomendação Sandvik:
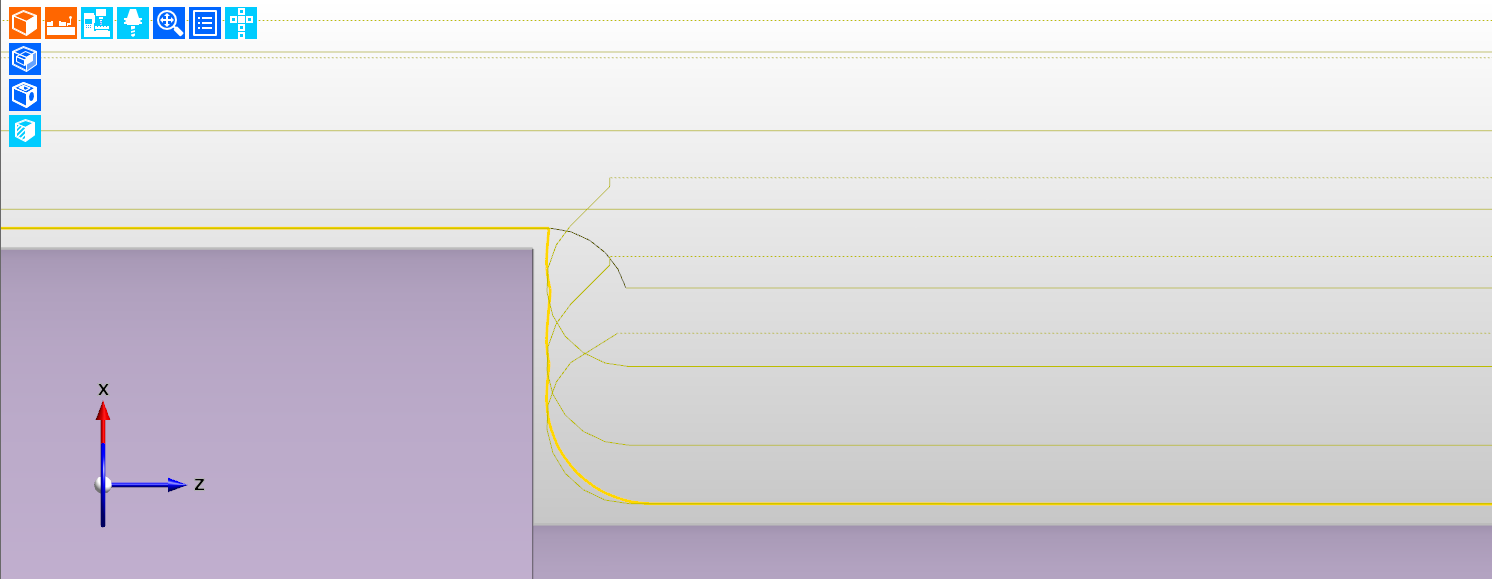
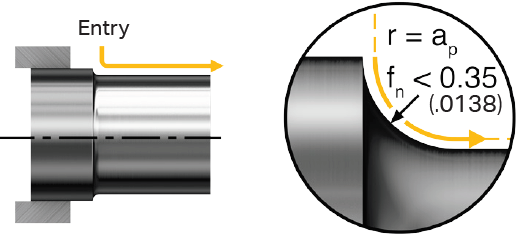
Toda entrada da ferramenta na peça deverá ser realizada em raio sempre reduzindo o valor avanço
No EDGECAM, com o ciclo de desbaste de torneamento, iniciamos a programação
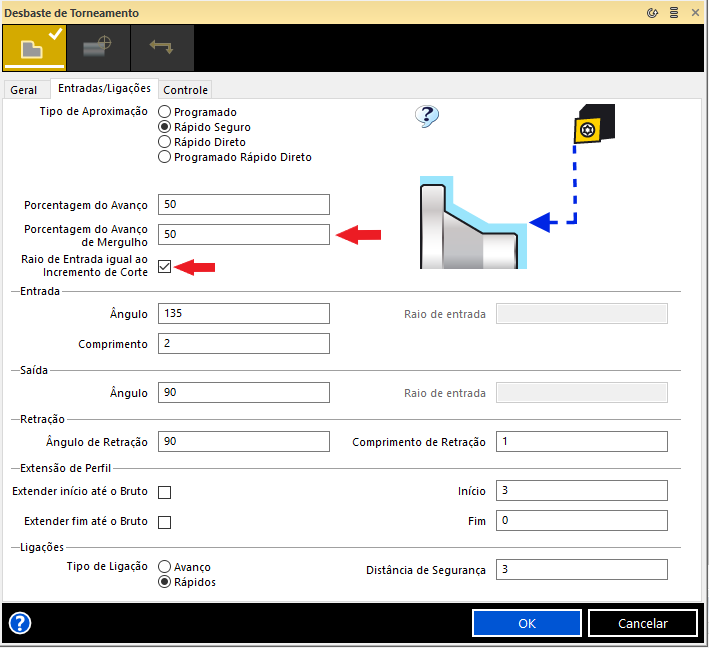
Na aba Entrada/Ligações, colocar por exemplo que o valor do avanço no mergulho seja de 50% do valor original e marcar a opção “Raio de Entrada igual ao incremento de Corte”
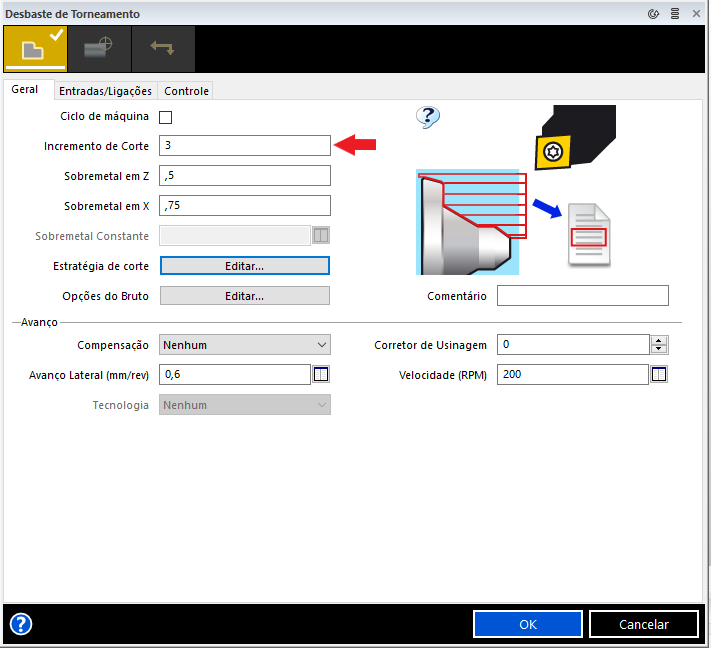
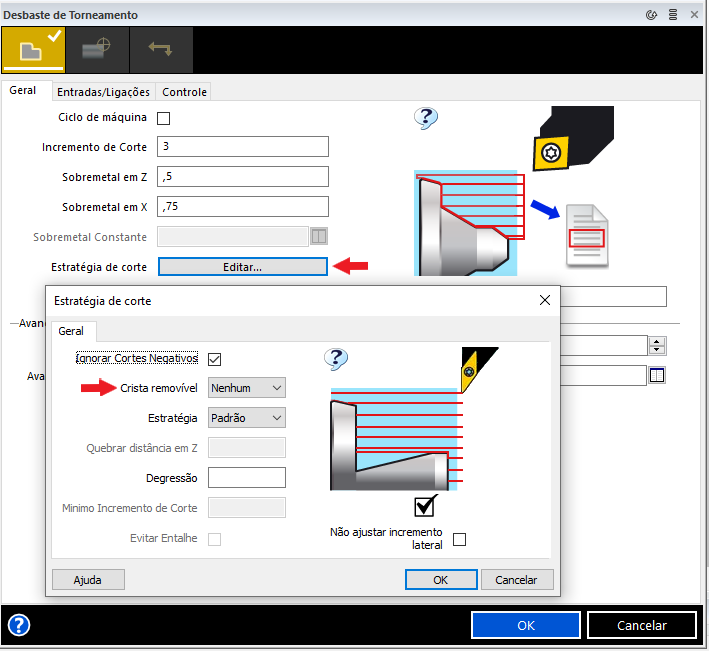
Na aba Geral, inserir o valor do incremento de corte que será correspondente também ao valor do raio de entrada, conforme marcado na aba Entradas/Ligações. Os parâmetros de corte ficam conforme o material a ser usinado e tipo de inserto escolhido
Em “Estratégia de Corte”, clicar no botão Editar e na opção Crista Removível, deixar a opção “Nenhum” marcada
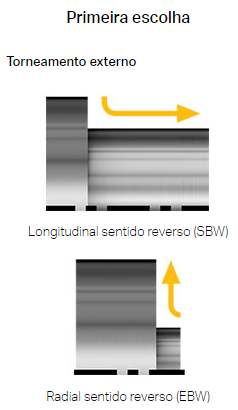
Sentido de Corte
Recomendação Sandvik:
Diferente do Torneamento convencional, os principais atributos do PrimeTurning também se caracterizam pelo sentido de corte, para um uso eficiente da aresta e um melhor resultado na quebra de cavacos, recomenda-se um corte longitudinal no sentido reverso
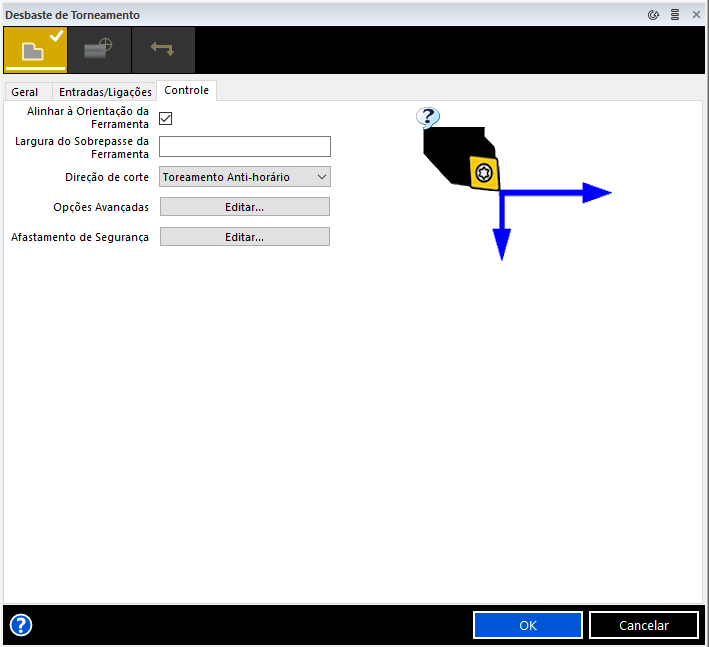
No EDGECAM, configuramos esta opção na aba Controle, em “Direção de corte” escolher a opção “Torneamento Anti-horário”
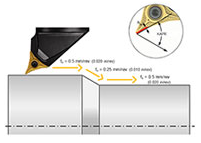
Espessura de cavacos
Recomendação Sandvik:
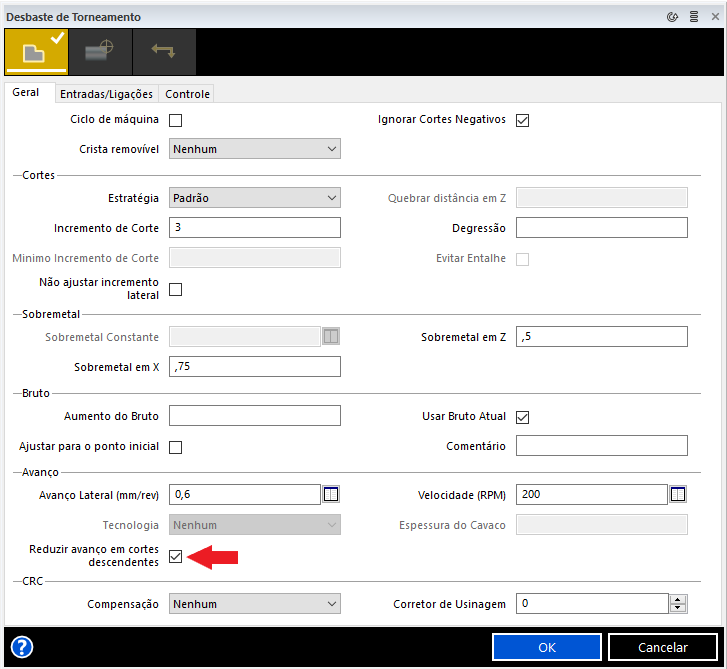
Mantenha a espessura constante dos cavacos ao reduzir o avanço para mover para baixo.
Para produtos com vários diâmetros, os mergulhos da ferramenta acontecerão a fim de se respeitar o incremento de corte informado inicialmente, assim, a recomendação da Sandvik, é diminuir o valor avanço durante esses mergulhos da ferramenta.
Acessamos esta opção na aba Geral ao clicar no ícone no canto superior direito e clicar em “Mostrar Diálogos Originais”
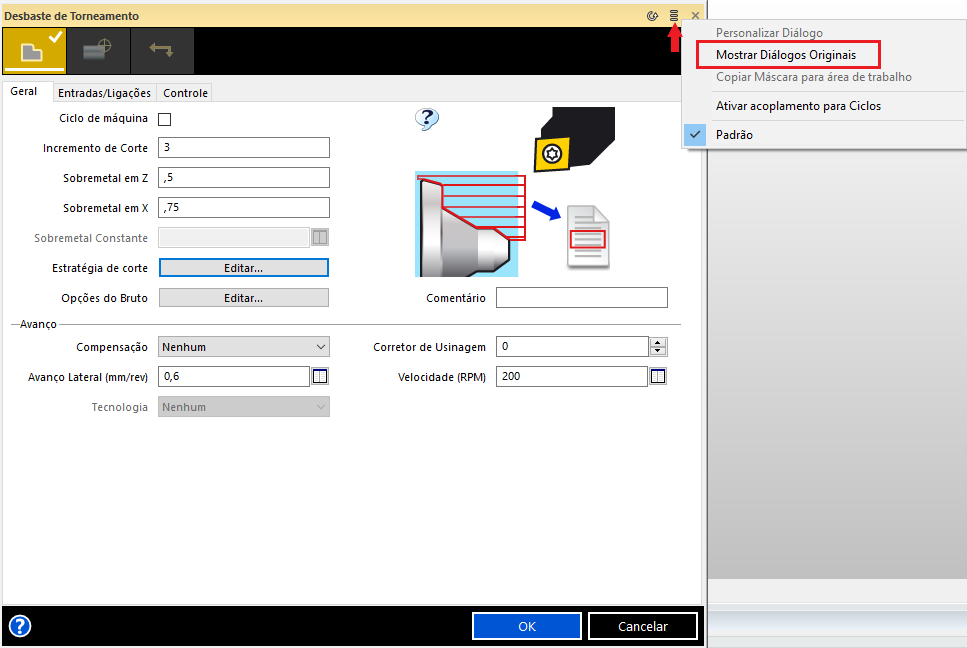
Habilitar a opção “Reduzir avanço em cortes descendentes”
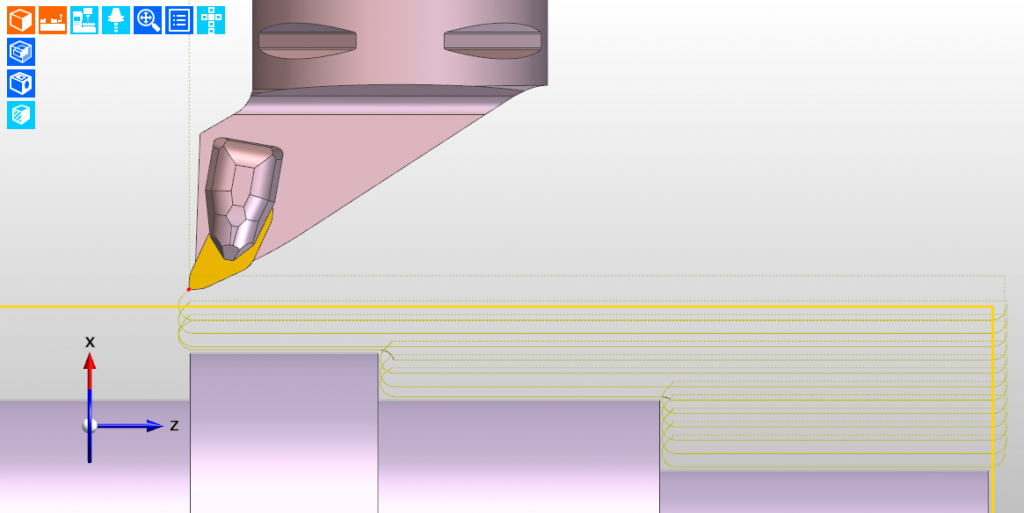
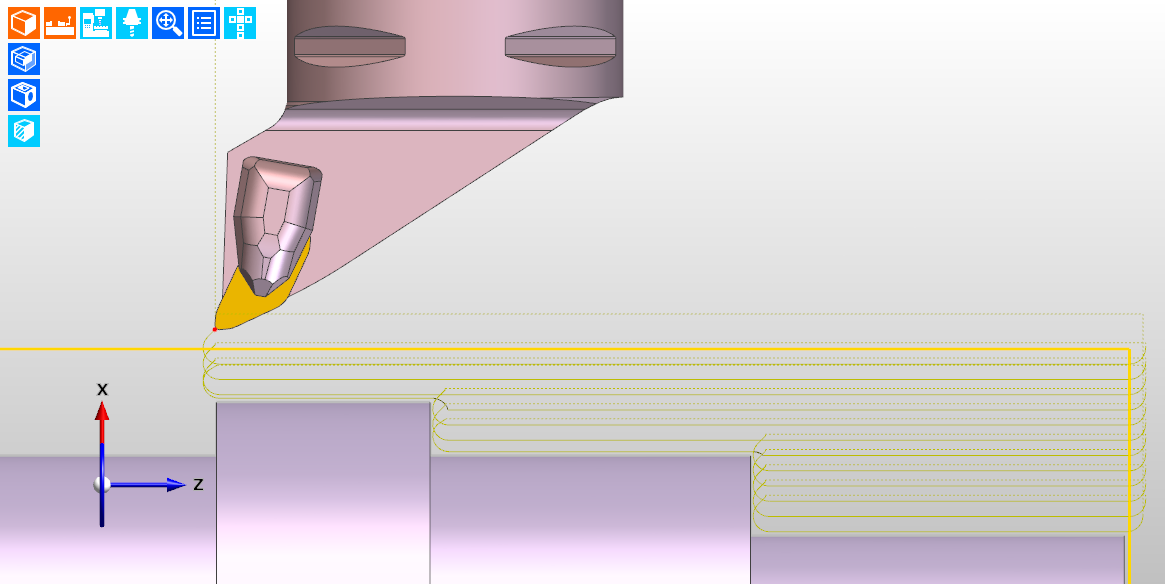
Com todo o ciclo configurado, confirmar a programação ao clicar em OK.
Nota-se que o caminho da ferramenta apresenta todas as características recomendadas pela Sandvik
Nota: Para um bom desempenho do processo, a Sandvik recomenda uma análise de alguns parâmetros adicionais, como uma boa fixação garantindo uma estabilidade do componente, sempre utilizar o contra-ponto se estiver disponível e utilizar refrigeração interna
Mais informações como parâmetros de cortes e características das ferramentas, podem ser encontradas na página da Sandvik https://www.sandvik.coromant.com/pt-pt/products/coroturn_prime/Pages/how-to-use.aspx
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}